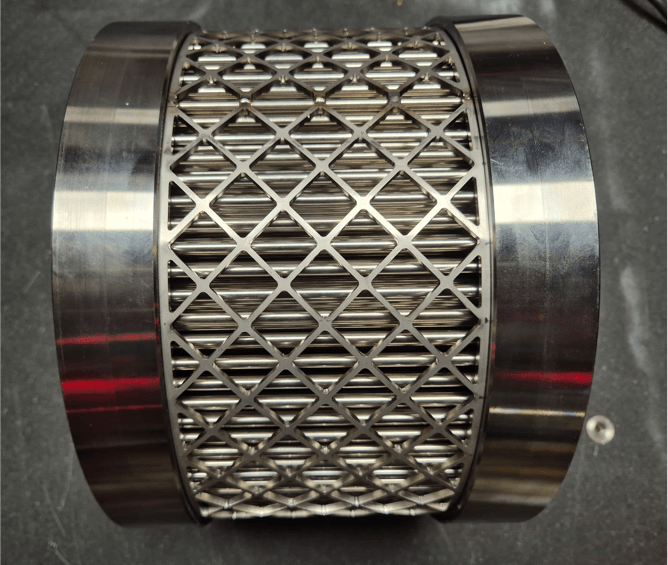
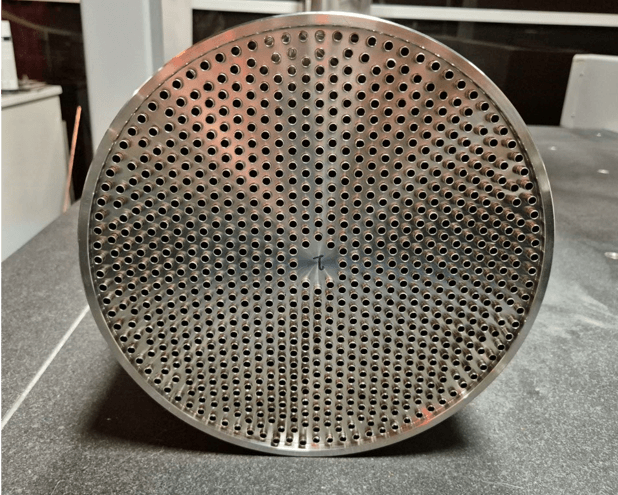


High-pressure brazed tube pack for helium cooling in the heat pump
The high-temperature heat pump is used in demanding industrial applications, where it must deliver efficient heat transfer at elevated temperatures and maintain precise control of the working fluid. In this project, the heat pump required a custom-engineered, high-pressure brazed tube pack precisely matched to the pump casing to provide helium cooling inside the system. Achieving helium leak-tightness was one of the key design challenges and required exceptional manufacturing precision. The tube pack had to be manufactured with meticulous attention to detail to ensure leak-free operation under combined high-pressure and high-temperature conditions, providing reliable performance and a high level of system safety.



