Our client was in search for a reliable and high-quality solution that would be capable of serving efficiently in different branches of the food processing industry.
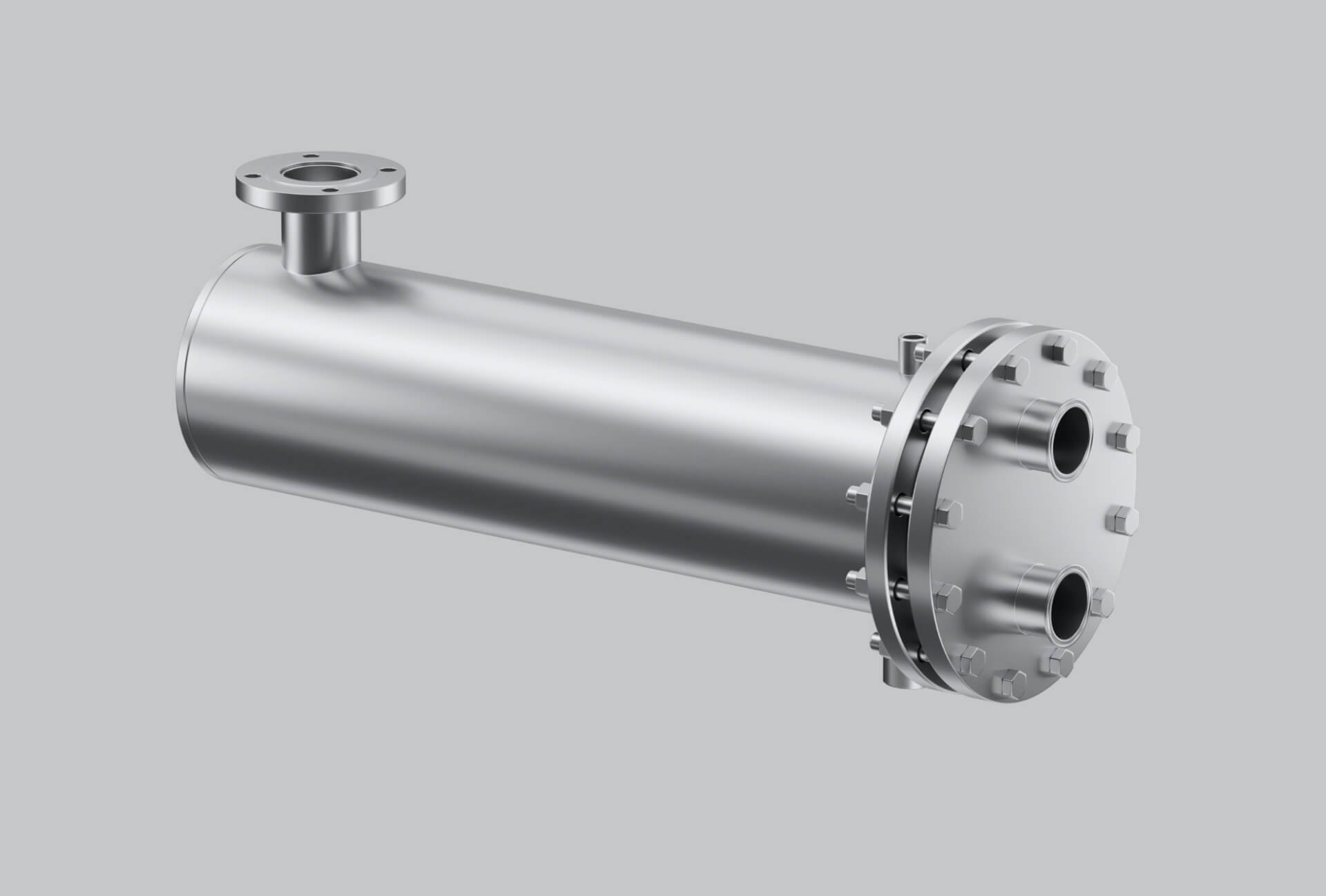
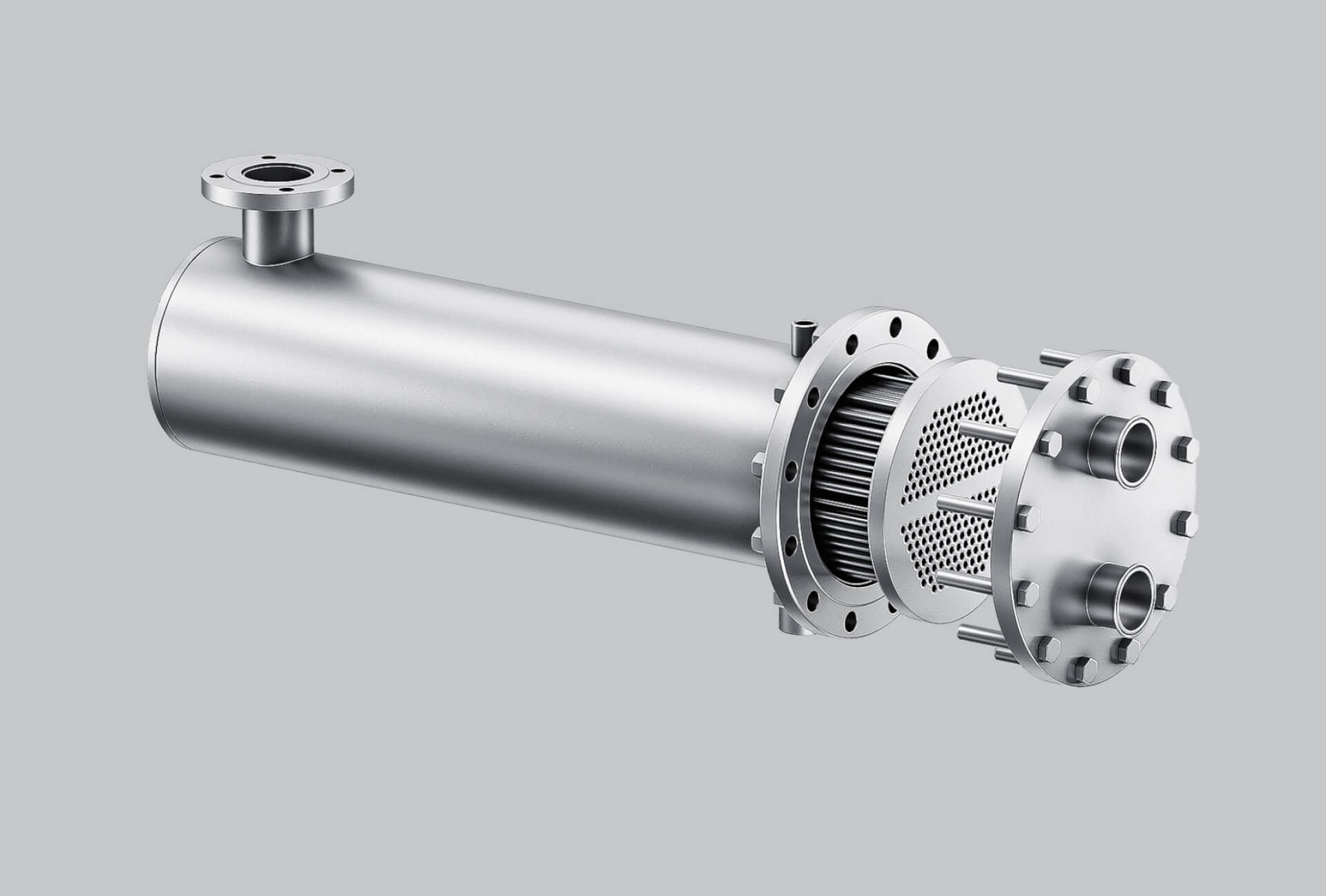
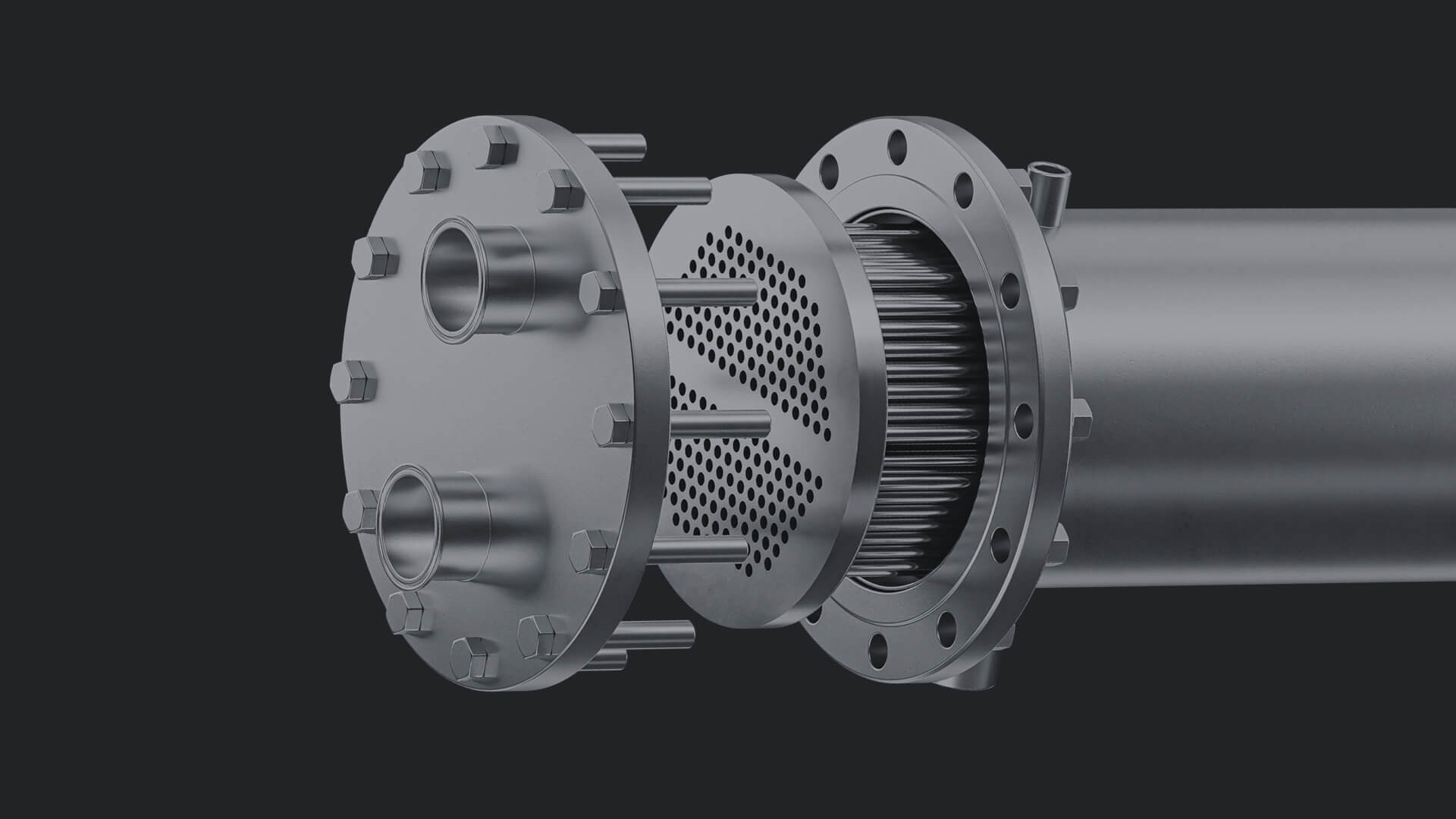
We knew that we first needed to find a mechanical concept for the heat exchanger, considering the materials and mechanical qualities around which, in further steps, we could develop all necessary sanitary features. This was where we started. The idea based on the U-tube bundle (TEMA type BEU) allows for avoiding fractures and leakages caused by insufficiently compensated thermal expansion resulting from high-temperature differences between the product and utility sides. This is essential in the context of devices used in food processes, such as sterilization or pasteurization, using high-temperature media as a heating medium, e.g., saturated steam. The use of high-quality stainless steel and sealing materials compliant with market and food regulations guarantees material compatibility and corrosion resistance for a wide range of products to be processed. With an outline of the basic concept of the device, we could move on to implementing subsequent features. Bearing in mind the sanitary aspects, antifouling design became the starting point for turning shell and tube heat exchangers into reliable sanitary devices. Our sanitary heat exchangers were featured with certain, wisely thought-out qualities to remedy this. All of these allowed us to feature our sanitary heat exchangers with up to 30% more heat transfer area than a competitive solution available on the market. As part of the design of the sanitary devices, we created a solution for each sanitary heat exchanger based on advanced software for numerical analysis.